






3Dжү“еҚ°зҡ„ж“ҚдҪңжҠҖе·§еҲҶдә« (дёӢ)
жң¬жңҹжҲ‘еҖ‘з№јзәҢиЁҺи«–3Dжү“еҚ°зҡ„ж“ҚдҪңжҠҖе·§е’ҢдёҖдәӣйңҖиҰҒжіЁж„Ҹзҡ„е•ҸйЎҢгҖӮ
жү“еҚ°жүҖйңҖжҷӮй–“
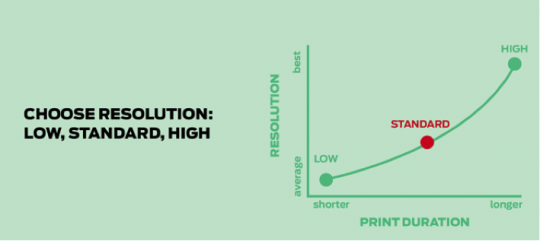
йҖҷжҳҜеҸ–жұәж–јжү“еҚ°зү©д»¶зҡ„еӨ§е°Ҹе’ҢиӨҮйӣңзЁӢеәҰпјҢйӮ„жңүжӮЁеңЁжү“еҚ°жҷӮжүҖйҒёж“Үзҡ„зІҫзҙ°еәҰпјҲдәҰеҚіжҳҜеұӨеҺҡеәҰпјүгҖӮйҒёж“ҮжӣҙзІҫзҙ°е’ҢеҲҶиҫЁзҺҮжӣҙй«ҳзҡ„жү“еҚ°е°ҮйңҖиҰҒжӣҙй•·зҡ„жҷӮй–“пјҢдҪҶжү“еҚ°ж•Ҳжһң當然жңғеҘҪеҫ—еӨҡгҖӮең–1е°ұиғҪеӨ еҫҲжё…жҘҡзҡ„иӘӘжҳҺзІҫзҙ°еәҰе’Ңжү“еҚ°жҷӮй–“зҡ„й—ңдҝӮпјҢжү“еҚ°и¶ҠзІҫзҙ°зҡ„жЁЎеһӢпјҢжүҖйңҖзҡ„жҷӮй–“и¶Ҡй•·гҖӮ
жү“еҚ°зү©д»¶зҡ„ж–№еҗ‘е’ҢеӨ§е°ҸйҒёж“Ү
дёҖиҲ¬зҡ„3Dжү“еҚ°ж©ҹж“ҚдҪңи»ҹ件йғҪиғҪж”ҜжҢҒжҠҠзү©д»¶з§»еӢ•жҲ–ж—ӢиҪүеҲ°жү“еҚ°еә•жқҝзҡ„йҒ©з•¶дҪҚзҪ®пјҢжҲ‘еҖ‘е»әиӯ°иҰҒе°ҸеҝғиӘҝијғзү©д»¶зҡ„ж–№еҗ‘иҮійҒ©з•¶дҪҚзҪ®пјҢзӣЎйҮҸйҒҝе…Қзү©д»¶е’Ңжү“еҚ°еә•жқҝзҡ„жҺҘи§ёйқўйҒҺе°ҸгҖӮжӯӨеӨ–пјҢеҰӮдёҠжңҹжҲ‘еҖ‘иЁҺи«–жү“еҚ°жҮёеһӮзү©д»¶зҡ„жғ…жіҒпјҢжҠҠзү©д»¶иӘҝијғиҮійҒ©з•¶зҡ„ж–№еҗ‘иғҪжёӣе°‘дҪҝз”Ёж”Ҝж’җзү©ж–ҷгҖӮж“ҚдҪңи»ҹ件дёҖиҲ¬йғҪе…·еӮҷж”ҫеӨ§е’Ңзё®е°Ҹзҡ„еҠҹиғҪпјҢ用家еҸҜеңЁжү“еҚ°еүҚиӘҝж•ҙжү“еҚ°зү©д»¶зҡ„еӨ§е°ҸгҖӮ
еӨ–ж®је’ҢеЎ«е……
жү“еҚ°зү©д»¶зҡ„жҜҸдёҖеұӨзҡ„жҷӮеҖҷпјҢйғҪжҳҜеҲҶзӮәе…©еҖӢйғЁеҲҶпјҡ еӨ–ж®ј(Shell)е’ҢеЎ«е……(infill)гҖӮеӨ–ж®је°ұжҳҜз”ұжү“еҚ°еҷҙй ӯж“ еҮәзү©ж–ҷеҪўжҲҗжҜҸдёҖеұӨзҡ„ијӘе»“пјҢж“ еҮәжӣҙеӨҡеұӨзҡ„еӨ–ж®јеҸҜд»ҘеҠ еј·зү©д»¶зҡ„еј·еәҰгҖӮеЎ«е……е°ұжҳҜжҠҠзү©д»¶е…§зҡ„з©әй–“еЎ«ж»ҝпјҢеЎ«е……зҡ„еҜҶеәҰжҳҜеҸҜд»ҘиӘҝијғзҡ„гҖӮи¶ҠеӨҡзҡ„еЎ«е……еҸҜд»ҘдҪҝзү©д»¶зҡ„еј·еәҰеўһеҠ пјҢжёӣе°‘еЎ«е……еҸҜд»ҘжҠҠзү©д»¶и®Ҡеҫ—жӣҙиј•е’ҢеҠ еҝ«жү“еҚ°жҷӮй–“гҖӮдёҖиҲ¬дҫҶиӘӘпјҢеЎ«е……дёҚжңғйңҖиҰҒи¶…йҒҺ10%гҖӮжёӣе°‘еЎ«е……еҸҜд»Ҙ幫еҠ©жӮЁзҜҖзңҒжҷӮй–“е’ҢеЎ‘ж–ҷгҖӮең–2е°ұиғҪеӨ иӘӘжҳҺеЎ«е……еҜҶеәҰи·ҹжү“еҚ°жҷӮй–“е’ҢжүҖйңҖеЎ‘ж–ҷйҮҸзҡ„й—ңдҝӮгҖӮ
иҖ—жқҗзҡ„йҒёж“Ү
дё»жөҒзҡ„иҖ—жқҗдёҖиҲ¬жңүPLAе’ҢABSе…©зЁ®еЎ‘ж–ҷпјҢдёҚеҗҢзҡ„еЎ‘ж–ҷзҡ„зҶ”й»һжҳҜжңүжүҖдёҚеҗҢгҖӮPLAдёҖиҲ¬еңЁж”қж°Ҹ180еәҰй–Ӣе§ӢиһҚеҢ–пјҢеҰӮжһңдҪҝз”Ёжӣҙй«ҳзҡ„жә«еәҰпјҢйҖҷзЁ®зү©ж–ҷжүҖжү“еҚ°зҡ„жҲҗе“ҒеҫҖеҫҖжңғжңүжӣҙдә®жҫӨзҡ„ж•ҲжһңгҖӮABSйңҖиҰҒйҖҗжјёеҠ зҶұд»ҘйҒ”иҮіиһҚеҢ–зӢҖж…ӢпјҢдёҖиҲ¬еңЁж”қж°Ҹ215еәҰд»ҘдёҠжүҚй–Ӣе§Ӣеҫһжү“еҚ°еҷҙй ӯж“ еҮәгҖӮ
ABSе°Қжә«еәҰи®ҠеҢ–жҜ”ијғж•Ҹж„ҹпјҢйҒҮеҶ·ж”¶зё®зЁӢеәҰиҰҒжҜ”PLAеҡҙйҮҚгҖӮжүҖд»ҘдҪҝз”ЁABSзҡ„жү“еҚ°ж©ҹйғҪе…·еӮҷеҠ зҶұжү“еҚ°еә•жқҝпјҢйҒҝе…Қзү©д»¶йҒҮеҶ·еҮәзҸҫзҝ№йӮҠжғ…жіҒгҖӮзӣёжҜ”ABSпјҢPLAиғҪеӨ жӣҙеҝ«зҡ„йҷҚжә«е’ҢжңүжӣҙеҘҪзҡ„и‘—ең°еҠӣпјҢжү“еҚ°еә•жқҝд№ҹз„ЎйңҖеҠ зҶұгҖӮ
иҖ—жқҗзҡ„зӣҙеҫ‘дёҖиҲ¬жҳҜеҲҶзӮә1.75mmе’Ң3mmпјҢдҪҝз”Ёе“ӘдёҖзЁ®еӨ§е°ҸжҳҜеҸ–жұәдәҺжү“еҚ°еҷҙй ӯзҡ„иЁӯиЁҲиҖҢе®ҡзҡ„гҖӮжӯӨеӨ–пјҢжңүдёҖдәӣ3Dжү“еҚ°ж©ҹиғҪеӨ еҗҢжҷӮж”ҜжҢҒABSе’ҢPLAе…©зЁ®иҖ—жқҗпјҢеҸҰдёҖдәӣе°ұеҸӘиғҪж”ҜжҢҒе…¶дёӯдёҖзЁ®зү©ж–ҷпјҢз”ЁжҲ¶еңЁйҒёиіјжҷӮиҰҒе°ҸеҝғиҖғж…®дәҶгҖӮ
зӯҶиҖ…пјҡMr. Chris Leung
зёұ橫科жҠҖжңҚеӢҷжңүйҷҗе…¬еҸёзҮҹйҠ·зёҪзӣЈ
жү“еҚ°жүҖйңҖжҷӮй–“
йҖҷжҳҜеҸ–жұәж–јжү“еҚ°зү©д»¶зҡ„еӨ§е°Ҹе’ҢиӨҮйӣңзЁӢеәҰпјҢйӮ„жңүжӮЁеңЁжү“еҚ°жҷӮжүҖйҒёж“Үзҡ„зІҫзҙ°еәҰпјҲдәҰеҚіжҳҜеұӨеҺҡеәҰпјүгҖӮйҒёж“ҮжӣҙзІҫзҙ°е’ҢеҲҶиҫЁзҺҮжӣҙй«ҳзҡ„жү“еҚ°е°ҮйңҖиҰҒжӣҙй•·зҡ„жҷӮй–“пјҢдҪҶжү“еҚ°ж•Ҳжһң當然жңғеҘҪеҫ—еӨҡгҖӮең–1е°ұиғҪеӨ еҫҲжё…жҘҡзҡ„иӘӘжҳҺзІҫзҙ°еәҰе’Ңжү“еҚ°жҷӮй–“зҡ„й—ңдҝӮпјҢжү“еҚ°и¶ҠзІҫзҙ°зҡ„жЁЎеһӢпјҢжүҖйңҖзҡ„жҷӮй–“и¶Ҡй•·гҖӮ
жү“еҚ°зү©д»¶зҡ„ж–№еҗ‘е’ҢеӨ§е°ҸйҒёж“Ү
дёҖиҲ¬зҡ„3Dжү“еҚ°ж©ҹж“ҚдҪңи»ҹ件йғҪиғҪж”ҜжҢҒжҠҠзү©д»¶з§»еӢ•жҲ–ж—ӢиҪүеҲ°жү“еҚ°еә•жқҝзҡ„йҒ©з•¶дҪҚзҪ®пјҢжҲ‘еҖ‘е»әиӯ°иҰҒе°ҸеҝғиӘҝијғзү©д»¶зҡ„ж–№еҗ‘иҮійҒ©з•¶дҪҚзҪ®пјҢзӣЎйҮҸйҒҝе…Қзү©д»¶е’Ңжү“еҚ°еә•жқҝзҡ„жҺҘи§ёйқўйҒҺе°ҸгҖӮжӯӨеӨ–пјҢеҰӮдёҠжңҹжҲ‘еҖ‘иЁҺи«–жү“еҚ°жҮёеһӮзү©д»¶зҡ„жғ…жіҒпјҢжҠҠзү©д»¶иӘҝијғиҮійҒ©з•¶зҡ„ж–№еҗ‘иғҪжёӣе°‘дҪҝз”Ёж”Ҝж’җзү©ж–ҷгҖӮж“ҚдҪңи»ҹ件дёҖиҲ¬йғҪе…·еӮҷж”ҫеӨ§е’Ңзё®е°Ҹзҡ„еҠҹиғҪпјҢ用家еҸҜеңЁжү“еҚ°еүҚиӘҝж•ҙжү“еҚ°зү©д»¶зҡ„еӨ§е°ҸгҖӮ
еӨ–ж®је’ҢеЎ«е……
жү“еҚ°зү©д»¶зҡ„жҜҸдёҖеұӨзҡ„жҷӮеҖҷпјҢйғҪжҳҜеҲҶзӮәе…©еҖӢйғЁеҲҶпјҡ еӨ–ж®ј(Shell)е’ҢеЎ«е……(infill)гҖӮеӨ–ж®је°ұжҳҜз”ұжү“еҚ°еҷҙй ӯж“ еҮәзү©ж–ҷеҪўжҲҗжҜҸдёҖеұӨзҡ„ијӘе»“пјҢж“ еҮәжӣҙеӨҡеұӨзҡ„еӨ–ж®јеҸҜд»ҘеҠ еј·зү©д»¶зҡ„еј·еәҰгҖӮеЎ«е……е°ұжҳҜжҠҠзү©д»¶е…§зҡ„з©әй–“еЎ«ж»ҝпјҢеЎ«е……зҡ„еҜҶеәҰжҳҜеҸҜд»ҘиӘҝијғзҡ„гҖӮи¶ҠеӨҡзҡ„еЎ«е……еҸҜд»ҘдҪҝзү©д»¶зҡ„еј·еәҰеўһеҠ пјҢжёӣе°‘еЎ«е……еҸҜд»ҘжҠҠзү©д»¶и®Ҡеҫ—жӣҙиј•е’ҢеҠ еҝ«жү“еҚ°жҷӮй–“гҖӮдёҖиҲ¬дҫҶиӘӘпјҢеЎ«е……дёҚжңғйңҖиҰҒи¶…йҒҺ10%гҖӮжёӣе°‘еЎ«е……еҸҜд»Ҙ幫еҠ©жӮЁзҜҖзңҒжҷӮй–“е’ҢеЎ‘ж–ҷгҖӮең–2е°ұиғҪеӨ иӘӘжҳҺеЎ«е……еҜҶеәҰи·ҹжү“еҚ°жҷӮй–“е’ҢжүҖйңҖеЎ‘ж–ҷйҮҸзҡ„й—ңдҝӮгҖӮ
иҖ—жқҗзҡ„йҒёж“Ү
дё»жөҒзҡ„иҖ—жқҗдёҖиҲ¬жңүPLAе’ҢABSе…©зЁ®еЎ‘ж–ҷпјҢдёҚеҗҢзҡ„еЎ‘ж–ҷзҡ„зҶ”й»һжҳҜжңүжүҖдёҚеҗҢгҖӮPLAдёҖиҲ¬еңЁж”қж°Ҹ180еәҰй–Ӣе§ӢиһҚеҢ–пјҢеҰӮжһңдҪҝз”Ёжӣҙй«ҳзҡ„жә«еәҰпјҢйҖҷзЁ®зү©ж–ҷжүҖжү“еҚ°зҡ„жҲҗе“ҒеҫҖеҫҖжңғжңүжӣҙдә®жҫӨзҡ„ж•ҲжһңгҖӮABSйңҖиҰҒйҖҗжјёеҠ зҶұд»ҘйҒ”иҮіиһҚеҢ–зӢҖж…ӢпјҢдёҖиҲ¬еңЁж”қж°Ҹ215еәҰд»ҘдёҠжүҚй–Ӣе§Ӣеҫһжү“еҚ°еҷҙй ӯж“ еҮәгҖӮ
ABSе°Қжә«еәҰи®ҠеҢ–жҜ”ијғж•Ҹж„ҹпјҢйҒҮеҶ·ж”¶зё®зЁӢеәҰиҰҒжҜ”PLAеҡҙйҮҚгҖӮжүҖд»ҘдҪҝз”ЁABSзҡ„жү“еҚ°ж©ҹйғҪе…·еӮҷеҠ зҶұжү“еҚ°еә•жқҝпјҢйҒҝе…Қзү©д»¶йҒҮеҶ·еҮәзҸҫзҝ№йӮҠжғ…жіҒгҖӮзӣёжҜ”ABSпјҢPLAиғҪеӨ жӣҙеҝ«зҡ„йҷҚжә«е’ҢжңүжӣҙеҘҪзҡ„и‘—ең°еҠӣпјҢжү“еҚ°еә•жқҝд№ҹз„ЎйңҖеҠ зҶұгҖӮ
иҖ—жқҗзҡ„зӣҙеҫ‘дёҖиҲ¬жҳҜеҲҶзӮә1.75mmе’Ң3mmпјҢдҪҝз”Ёе“ӘдёҖзЁ®еӨ§е°ҸжҳҜеҸ–жұәдәҺжү“еҚ°еҷҙй ӯзҡ„иЁӯиЁҲиҖҢе®ҡзҡ„гҖӮжӯӨеӨ–пјҢжңүдёҖдәӣ3Dжү“еҚ°ж©ҹиғҪеӨ еҗҢжҷӮж”ҜжҢҒABSе’ҢPLAе…©зЁ®иҖ—жқҗпјҢеҸҰдёҖдәӣе°ұеҸӘиғҪж”ҜжҢҒе…¶дёӯдёҖзЁ®зү©ж–ҷпјҢз”ЁжҲ¶еңЁйҒёиіјжҷӮиҰҒе°ҸеҝғиҖғж…®дәҶгҖӮ
зӯҶиҖ…пјҡMr. Chris Leung
зёұ橫科жҠҖжңҚеӢҷжңүйҷҗе…¬еҸёзҮҹйҠ·зёҪзӣЈ
е…§е®№зңҫеӨҡпјҢжңӘиғҪзӣЎйҢ„пјҢжӯЎиҝҺиЁӮй–ұжҲ–иЈңиіјгҖӮ
иЁӮй–ұж–№жі•пјҡ и«ӢжҢүжӯӨиҷ•
иЈңиіјжҹҘи©ўпјҡжӯЎиҝҺиҮҙйӣ»гҖҠд»Ҡж—Ҙж Ўең’гҖӢиЁӮй–ұйғЁ 2342-8298 (鄧е°Ҹе§җ)
иЁӮй–ұж–№жі•пјҡ и«ӢжҢүжӯӨиҷ•
иЈңиіјжҹҘи©ўпјҡжӯЎиҝҺиҮҙйӣ»гҖҠд»Ҡж—Ҙж Ўең’гҖӢиЁӮй–ұйғЁ 2342-8298 (鄧е°Ҹе§җ)